河北伟业今日制定质量控制新方案:
2022-03-25 07:59:01
内容详情
由技术部,生产部,技术部共同组织研究近一周的波纹补偿器质量控制方案定稿成形。
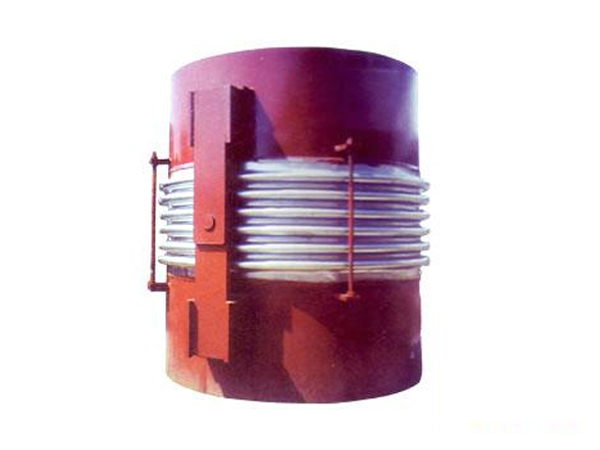
一、 设计控制
设计控制包括设计输入、设计输出、设计评审、设计更改等环节,设计应满足技术规范的要求等。目前,波纹补偿器制造单位均执行GB/T12777及参照执行美国EJMA标准,产品样本是根据模具尺寸、设计压力、设计温度、层数、壁厚、波根直径、波距、波高、波数等计算波纹性能,如刚度、应力计算,强度校验及在给定疲劳寿命下补偿量计算。波纹管设计按GB/T12777-2019附录A进行,但不能忽视结构件(立板、端环、端板、铰链板、万向环)的设计,其设计按GB/T12772019新标准进行。
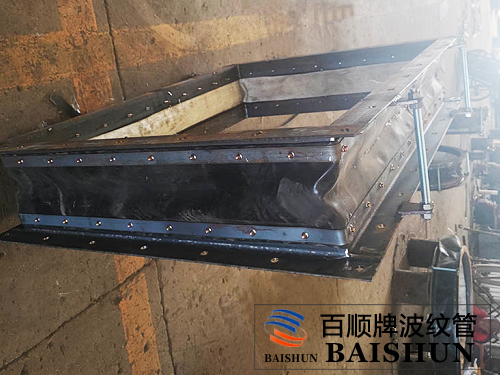
二、 制造控制
按成形工艺分液压成形、滚压成形、机械胀形、冲压焊接成形和沉积成形等。液压成形是波纹管的成形方法,利用在管坯中的液体压力,使管坯在限制环中胀形,直到沿环向出现屈服,然后再压缩管坯到所需的长度,小直径波纹管多采用这种方法。滚压成形工艺主要用于加工大型波纹管,是依靠设在管坯中的成形轮的滚压成形,可以单波滚制成形,有的装置亦可一次成数个波纹。膨胀节制造单位应按产品样本设计参数来选择波纹管模具,并考虑塑性变形后回弹,以波纹管波形几何尺寸。
三、 检验控制
波纹补偿器产品交货时应逐件进行出厂检验,检验目的是制造质量,出厂检验项目为外观检查、尺寸检查、焊接接头无损检测、压力试验、煤油渗漏试验、气密性试验。
检验合格后对所有产品进行打包装,国内运输的大件产品可以选择软包装,长途或者出口的产品选择金属框架和免熏蒸木箱包装。做到产品运输。